







数控带锯床送的材料尺寸不准的原因:
数控带锯床送的材料尺寸不准原因: 这要看你的带锯床是如何送料定位的~是采用伺服送料定位或光栅尺定位或限位开关定位不同的定位方式有不同的问题。采用上述举例的切削用量是较为合理的.
影响带锯床锯削送料的精度的原因: 对带锯床来说,根据压力的变化,液压油温度的变化以及电磁阀和继电器的滞后都影响锯削送料的精度,因此下料精度差,批量下料的一 致性也不好。此外,在改 变普通带锯床下料长度时,由于需调整送料长度标尺,操作也比较繁琐。卧式带锯床工业的存在的许多疑问每个工作都有本身的特征>



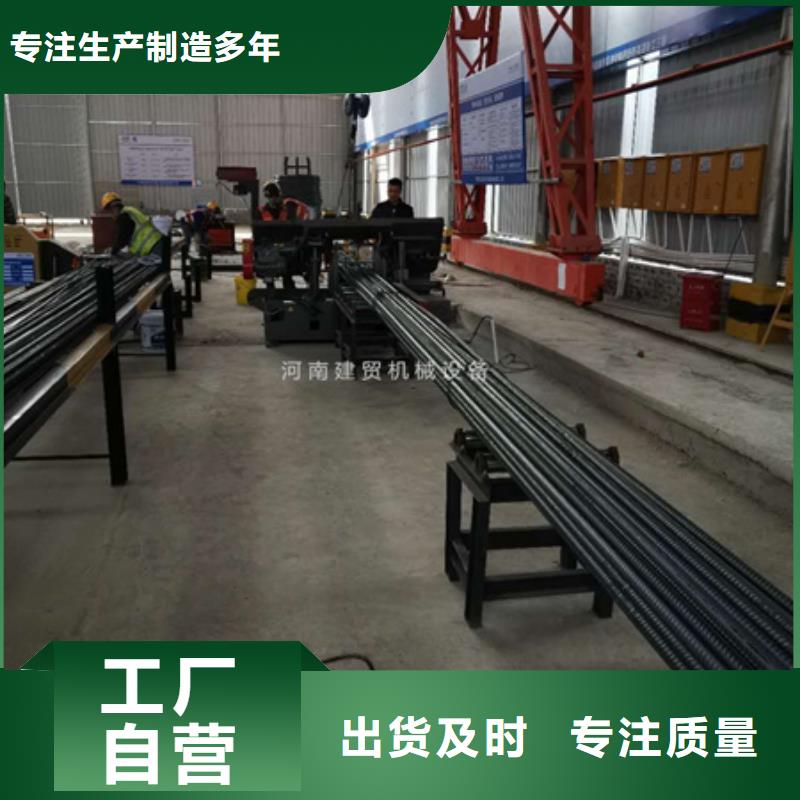
4、数控带锯床适用于大批量同规格材料锯切,性能稳定,效率高。可取代于普通锯床的3倍工作效率。
5、人机界面取代传统控制面板功能,数字设定、指示灯等,随时显示设备状态,操作指示,参数设定。(在人机界面电脑上输入锯切长度、锯切数量,轻松一按启动按扭LCD显示液晶屏,锯切输入锯切数量完成后,锯床自动停机等其它功能。
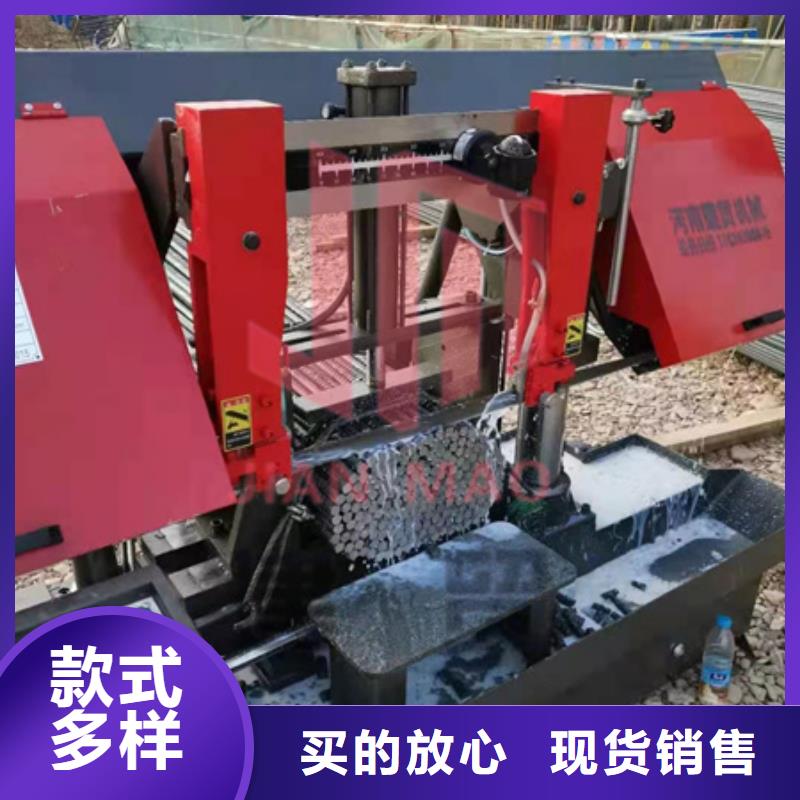
6、由PLC可编程控制器,设定锯切全过程的自动程序。
7、送料长度采用光栅尺控制,定位准确精度高,长度误差<0.30mm。
8、可由数控控制单程自动送料长度400mm。
双立柱GS4240数控带锯床 全自动数控金属带锯床 40数控锯床


建贸机械设备有限公司是集科研、开发、生产、推广、服务为一体的专业生产加工企业。技术力量雄厚,检测手段齐全,具有完善的科学管理及质量保证体系。主要产品有: 四川乐山五机头钢筋弯箍机,本公司位于长葛市。经多年的生产实践已形成完整的系列产品,并在国内建立了广泛的应用网络。产品质量在同类企业处于先进水平。我公司坚持“诚信为本,信誉至上”的宗旨。竭诚为广大用户服务。我公司愿与各界朋友真诚合作,共同发展。




在带锯床各导向定位在正切的情况卜,应不会形成过早切斜现象。 从金属带锯床旧锯条的背部磨损卷边现象推测,可能存在切削效率过高,从而导致齿尖过快磨损出现切斜。 要求较大的容屑空间锯割硬材料或薄板薄管时应选用细齿锯条.
切削三要素可能存在匹配不合理(线速度、进给压力、进给速度),所以切削加工时易产生齿部刃口过早磨损后而发生切斜失效。 不排除导向块表而存在不平整以及夹紧间隙调整不当,从而导致带锯条齿尖切削方向相对工作台为不垂直状(以工作台为基面用角尺检测锯条张紧后不成垂直状,简称上空或下空),从而形成齿尖、带体表而切削时受力磨损不匀,引发机用锯条出现过早切斜失效。只要以为可能是导致毛病的零部件.
